Kurser: Moderna ledningskoncept: Six Sigma
Ministeriet för utbildning och vetenskap i Ryska federationen
Ryska federationens federala utbildningsbyrå
Statens läroanstalt för högre yrkesutbildning
Saratov State Technical University
Institutionen för "ledning, handel och juridik"
Kursarbete
"Modern Management Concepts: Six Sigma"
INTRODUKTION
1. HISTORIA FÖR 6 SIGM KONCEPTET
2. VAD ÄR SIX SIGM?
3. DEN STATISTISKA GRUNDEN FÖR SIX SIGM
4. SHUKHART-DEMING CYKELN
5. DOLDA SIX SIGMA-SANNING OCH POTENTIELLA FÖRDELAR
6. LÄRA INOM KONCEPTET
7. UNION AV SIX SIGMA OCH LEAN MANAGEMENT (LEANSIXSIGMA)
8. SEX SIGM I FÖRETAG
9. SKÄL TILL DEN DÅLIGA UTVECKLING AV KONCEPTET I RYSSLAND
SLUTSATS
LISTA ÖVER ANVÄNDA KÄLLOR
ANSÖKAN
INTRODUKTION
Temat för detta arbete är moderna koncept för kvalitetsledning: six sigma.
Syftet med arbetet är att studera de teoretiska grunderna för Six Sigma-konceptet.
En av de viktigaste indikatorerna på företagets verksamhet är kvaliteten på produkterna. Kvalitetsförbättring avgör ett företags överlevnad och konkurrenskraft under marknadsförhållanden, takten i tekniska framsteg, införandet av innovationer, tillväxten av produktionseffektivitet, besparingarna av alla typer av resurser som används i företaget. Och konkurrenskrig utspelas främst inom området produktkvalitet.
Kvalitetsproblemet gäller absolut alla varor och tjänster. Detta är särskilt akut i övergången till en marknadsekonomi. Ryska tillverkare måste vara redo att arbeta under hård konkurrens idag. Företag av någon form av ägande som inte uppmärksammar kvalitetsfrågor kommer helt enkelt att förstöras, inga protektionistiska åtgärder från staten kommer att hjälpa dem.
Svårigheterna med den ryska ekonomin manifesteras inte bara i en minskning av produktionsvolymer, ömsesidiga uteblivna betalningar, utan också i dess kvalitativa egenskaper. Tekniken för inhemsk produktion, den tekniska nivån på kapitalutrustning, är som regel mycket lägre än i industriländer. Men även om moderniseringen av produktionen genomförs tillräckligt snabbt, ny teknik skapas, kommer det att vara möjligt att motivera dessa investeringskostnader endast genom produktion och försäljning av konkurrenskraftiga produkter eller tjänster som efterfrågas av konsumenten.
För avslöjandet av detta ämne antas följande arbetsstruktur:
I det första avsnittet kommer vi att titta på historien om uppkomsten av detta koncept.
I den andra kommer vi att analysera vad begreppet "six sigma" är.
Det är också nödvändigt att studera Shewhart-Deming-cykeln.
Tänk på dolda sanningar och möjligheter, samt lär dig av detta koncept.
Det är tillrådligt att överväga konceptet LEANSIXSIGMA.
Det är nödvändigt att studera orsakerna till den svaga utvecklingen av konceptet i Ryssland.
1. HISTORIA FÖR 6 SIGM KONCEPT
För exakt fyra århundraden sedan, 1979, gjorde Art Sandry, en av Motorolas ledare, ett chockerande uttalande vid ett möte i styrelsen: "Det verkliga problemet med företaget är att kvaliteten på våra produkter är äcklig!".
Bråkmakaren fick inte sparken. Tvärtom har företagets "hjärnförtroende" förtjänat sin fulla potential. Som ett resultat kom dess analytiker till en paradoxal slutsats: produktion av högkvalitativa produkter är billigare än medelklassiga.
Aritmetiken visade sig vara enkel. Det visade sig att Motorola vid den tiden spenderade från 5 till 10% av sin inkomst (i vissa fall, alla 20%) bara för att fixa lågkvalitetsprodukter. Enorma pengar kastades i vinden. Varje år tog det 800 - 900 miljoner dollar.
Så Motorola började sin kampanj för kvalitetsförbättring. Men samtidigt pågick ett arbete med att minska produktionstid och kostnader. Som ett resultat upptäcktes sambandet mellan högre kvalitet och lägre kostnader, vilket ledde till utvecklingen av Six Sigma-konceptet. Vad är skillnaden mellan de tidigare tillvägagångssätten och det nya konceptet? – Vi kommer att fråga nu.
Tidigare låg fokus på att förbättra enskilda verksamheter som inte var relaterade till varandra. Motorolas föreslagna Six Sigma-program fokuserar på att förbättra alla operationer som är involverade i processen. Och detta gör att du kan få mycket snabbare och mer effektiva resultat.
Motorola tillämpade först konceptet på utvecklingen av sin Bandit-personsökare. Detta namn valdes inte av en slump: personerna som var involverade i projektet "lånade" alla bra idéer de kunde hitta i produkter som redan finns på marknaden.
Deras ansträngningar var inte förgäves. Den utvecklade personsökaren hade en utmärkt design. Och tillverkningsprocessens egenheter säkerställde det otroliga: den genomsnittliga garanterade livslängden för denna personsökare var 150 år. Den kunde beställas i olika versioner, med hänsyn till kundens speciella önskemål, och produceras inom 72 minuter efter mottagandet av beställningen från vilken Motorolas försäljningsställe som helst.
Företagets personsökare visade sig vara så tillförlitliga att testerna till slut avbröts helt och hållet. Det var mycket billigare att ersätta en personsökare som misslyckades (vilket hände mycket sällan) än att lägga tid på att testa en produkt som faktiskt inte hade några defekter.
Men låt oss sammanfatta det. Personsökaren utvecklades av 23 ingenjörer. De arbetade i 18 månader. Cirka 10 miljoner dollar spenderades. Genom att implementera konceptet sparade företaget 2,2 miljarder dollar på bara fyra år.
2. VAD ÄR SIX SIGM?
Dessa citat återspeglar helt beskrivningen av konceptet, om du inte tänker använda det:
En komplex teknik som används av ingenjörer och statistiker från stora företag för att förbättra produkter och processer;
Det syftar till att fullt ut tillgodose kundens behov;
Processen att förändra en organisations kultur för att öka lönsamheten och stärka dess position på marknaden.
Detta koncept har mycket gemensamt med ISO och dess 8 principer:
a) orientering (eller fokus) på kunden (konsument, köpare);
b) ledarskap;
c) Medverkan av personal.
d) Processmetoden;
e) ett systematiskt tillvägagångssätt för förvaltning;
f) ständig förbättring (eller ständig förbättring);
g) fatta beslut baserat på fakta;
h) skapa ömsesidigt fördelaktiga relationer med leverantörer.
Konceptet tar också hänsyn till tre kvalitetselement:
1. Konsument. Kunderna bestämmer kvaliteten på varor och tjänster och förväntar sig med rätta: ett rimligt pris, entreprenörens ansvar, tillförlitlighet i samarbetet, servicestöd och tilläggstjänster. Bearbeta. Kvalitet kräver att se processen ur kundens synvinkel, eftersom vi arbetar för att förstå, tillfredsställa hans behov, hitta ytterligare möjligheter till kvalitetsförbättring.
2. Personal. När allt kommer omkring skapar människor resultat och därför måste vi motivera dem att maximera kundnöjdheten.
3. DEN STATISTISKA GRUNDEN FÖR SIX SIGM
Trots att kunskap om statistik inte är huvudpoängen i Six Sigma-konceptet kommer namnet från ämnet statistik. Vilken process som helst kan representeras som en matematisk modell, där huvudparametrarna för resultatet av processen är medelvärdet och standardavvikelsen. Medelvärdesparametern svarar på frågan om hur processen fungerar i genomsnitt och betecknas med symbolen µ (mu). Standardavvikelsen visar graden av variation av resultatet av processen och betecknas med symbolen σ (sigma).
Den initiala utgångspunkten är den fullständiga slumpen av avvikelser, dvs. frånvaron av systematiska orsaker som leder till en bias i resultatet. I detta fall kommer fördelningen av avvikelser kring processens medelvärde att närma sig (i de flesta fall) normalfördelningen (fig. 1).
Figur 1 - En typisk vy av funktionerna densitet och normalfördelning.
Geometriskt erhålls en bra illustrativ bild genom att betrakta densiteten för normalfördelningen, där medelvärdet är toppen av fördelningens täthet, och standardavvikelsen definieras som avståndet mellan kurvans medel- och vändpunkt (Figur 2) ).

Figur 2- Medelvärde och standardavvikelse
Normalfördelningsegenskap: om vissa kontrollgränser är satta för processen, som går utöver vilka processresultaten anses vara en oönskad händelse, så ju fler processsigmas som passar mellan medelvärdet och närmaste kontrollgräns, desto färre defekter har processen, vilket syns tydligt på bilden (fig. 3). ). Nivån på processens arbete bestäms av antalet sigma som passar in i det angivna intervallet. Ju mindre standardavvikelsevärdet är, desto stabilare och bättre blir resultatet (förutsatt att medelvärdet ligger nära målvärdet).

Figur 3 - Ju fler processsigmas som passar mellan medelvärdet och närmaste kontrollgräns, desto färre defekter har processen. Processen arbetar vid 2,6 sigma.
Från den statistiska motiveringen är det känt att vid en processnivå på 4,5 sigma kommer det inte att finnas mer än 3,4 defekter per miljon produktionsenheter, och detta villkor är uppfyllt för stabila processer. Under nuvarande förhållanden kan processernas beteende förändras med årstid, tid på dygnet etc. (Fig. 4).
Baserat på empiriska data drog forskarna slutsatsen att processavvikelser orsakade av dess naturliga instabilitet ger kvalitetsavvikelser på 1,5 sigma. Således, om målkvalitetsnivån är 4,5 sigma (3,4 defekter per miljon möjligheter), då med hänsyn till återförsäkringen på 1,5 sigma per avvikelse, är det nödvändigt att uppnå en kvalitetsnivå på 6 sigma.

Figur 4 - förändring i processer över tid

Figur 5 – 6 sigma kvalitetsnivå
Inom ramen för detta koncept antogs följande klassificering av organisationer enligt kriteriet reproducerbarhet (tabell 1)
Tabell 1 - klassificering
4. SHUKHART-DEMING CYKELN
Konceptet "Six Sigma" är baserat på tillämpningen av Schubert-Deming PDCA-cykeln: Planera - Göra - Kontrollera - Implementera. Därefter, inom ramen för konceptet, omvandlades denna cykel till MAIC-cykeln: Mät - Analysera - Förbättra - Hantera. På senare tid har det funnits en tendens att lägga till denna cykel till ett antal steg. Den vanligaste varianten är DMAIC - i början av cykeln läggs "Define"-steget till och RDMAICSI finns också (där R - Realize, S - standardize, I - intrigue). Låt oss ta en närmare titt på DMAIC-cykeln.
Definiera - definition.
Huvuduppgifterna för detta steg är att avgöra vem som är konsument av processen och dess krav, vilka mål den eftersträvar och vilka resultat projektet ska ge. För detta steg används redan utvecklade processkartor eller 1:a nivåmodeller i IDEF0-notation på vilka leverantörer, ingångar, konsumenter och utdata kan identifieras. De grundläggande riktlinjerna för modellanalys är följande:
a) tomgångsfunktioner (verk) måste elimineras eller inkluderas i processen;
b) funktioner som inte leder till konsumentnöjdhet bör också avskaffas. Till exempel: åtgärda fel som kan förebyggas, kassering av defekta produkter, orimliga förseningar. Borttagning innebär att kombinera flera funktioner (arbeten) till en för att förhindra förseningar, samt att identifiera och korrigera orsakerna till behovet av omarbetning eller bortskaffande.
Alla processvariabilitetsproblem beror i slutändan på oförmågan att möta kundernas behov. För att förhindra dessa problem är det nödvändigt att identifiera produktens eller processens egenskaper och hur man mäter dem. Det rekommenderas att sammanfatta egenskaperna hos processresultaten och deras betydelse för konsumenten i en tabell (tabell 2). Att lyfta fram egenskaper är nödvändigt för att fokusera insatserna på de viktigaste aktiviteterna och för att underlätta skapandet av en mätskala som kommer att användas i statistisk analys. Exempel på mätskalor kan vara konsumentrecensioner, geometriska mått, smakkvaliteter.
Tabell 2 - Processprestandamatris (exempel)
När man skapar en mätskala rekommenderas även att använda Balanced Scorecard-metodiken (System of Balanced Scorecards), som övervakar ett företags prestation i flera perspektiv: Ekonomi, Kund, Process, Lärande och tillväxt. De vanligaste indikatorerna för BSC-metoden som implementerats i 6Sigma-projekt presenteras i tabell. 3.
Tabell 3 - Perspektiv och processindikatorer i Balanced Scorecard-metoden
|
Vilka är de ekonomiska målen för processen? Produktkostnader Aktivitetsbaserad kostnadsberäkning Låg kvalitetskostnad Vinst på efterlevnad |
Vilka behov har kunden i denna process Kundnöjdhet Slutförande i tid Utgångskvalitet Ytterligare produktfördelar, t.ex. Säkerhet. |
|
Vilka processer (i det här fallet menar vi processerna i modellens 2:a och andra nivåer) bidrar till att möta klientens behov? Sigmanivå, antal avvikelser Produktionsvolym Leveranskvalitet Cykeltid |
Lärande och tillväxt Hur kvalificerad och innovativ ska personalen vara? Grad av användning av 6 Sigma metodik Utbildningens kvalitet Antal utbildad (omskolad) personal |
Mäta
I detta skede av sekvensen är det nödvändigt att fastställa processdefekten och dess orsaker genom att mäta de faktorer som har störst inverkan på de valda egenskaperna. För att välja dessa faktorer är det lämpligt att använda Pareto-diagrammet, där du kan identifiera de 20 % av faktorerna som genererar 80 % av problemen. Det andra statistiska verktyget som används i detta skede är kontrolldiagram. De låter dig utvärdera stabiliteten, därav förutsägbarheten i processen. Detta beror på att instabila (oförutsägbara) processer måste stabiliseras innan förbättring kan påbörjas. Det finns två källor till processinstabilitet: vanlig (permanent existerande) och speciell (uppstår plötsligt). Kontrolldiagrammet låter dig också identifiera speciella källor. Mekanismen är mycket enkel: vi bestämmer medelvärdet, sedan de övre och nedre kontrollgränserna (vanligtvis 3 Sigma från genomsnittet). Punkter utanför dessa gränser kommer att vara speciella källor till instabilitet. Det finns flera typer av kontrolldiagram, beroende på typ av data och syfte (tabell 4). Du kan utföra processen att bygga ett kontrolldiagram i Excel.
Tabell 4 - Typer av kontrolldiagram
| Diagram | Provtyp | Data typ | Syfte |
| R | Variabel provstorlek | Andel (relativt antal defekter | |
| nP | Provstorlekskonstant, 20-50 | Andel | Analys av processstabilitet genom att räkna antalet defekter |
| Med | Provstorleken är konstant, det är lätt att räkna antalet defekter | Numerisk, mycket stor urvalsstorlek | |
| u | föränderlig | Numerisk | Stabilitetsanalys med mer än en defekt per produkt |
| XmR | Storlek -1 | Tid, längd, vikt, pengar | Stabilitetsanalys med endast en mätning, vars resultat varierar avsevärt |
| XbarR | Storlek 2-10 | Tid | Beräknad cykeltid |
I många fall (tillverkning, teknik) är det också nödvändigt att ta reda på om den givna processen kan möta kundens behov. I numeriska termer uttrycks denna förmåga som 0 defekter. Med sikte på 6 Sigma-kvalitet kan vi anta en övre kontrollgräns på 3,4 respektive en nedre kontrollgräns på 0 defekter per miljon. En process anses vara "kapabel" om schemat ligger mellan kontrollgränserna. Automatisering av denna analys (Capability analysis) utförs i Excel etc. Vidare genom att intervjua en grupp kunder och anställda inom företaget inom 3 månader. Listan med frågor, svar och procentsatser presenteras i tabell 5:
| № | Fråga | Svar | % av totalt |
| 1 | Anledning till att delta i workshopen | Allmän introduktion Att få färdigheter Nivå upp |
|
| 2 | Motsvarade workshopen dina förväntningar (1- inte alls, 5- ja definitivt) | ||
| 3 | Coachkvalifikation (1-dålig, 5-utmärkt) | ||
| 4 | Kvaliteten på det inlämnade materialet (1-dålig, 5-utmärkt) | ||
| 5 | Tidseffektivitet (1-dålig, 5-utmärkt) | ||
| 6 | Hur kan seminariet förbättras? | Material av bättre kvalitet Effektivare användning av tiden Professionell utveckling av en coach |
|
| 7 | Planerar du att använda våra tjänster i framtiden? |
Kanske |
Vid första anblicken räcker de insamlade uppgifterna som ett resultat av undersökningen för analys och beslutsfattande, men för detta är det nödvändigt att se till att de är tillräckliga. Detta innebär att om de tillfrågade visade enighet i bedömningen av egenskapen, så finns det en möjlighet att undersökningens resultat lämpar sig för vidare analys. Vi använder attributanalysen av mätsystemet (Gage R&R) i Minitab-paketet, vilket resulterade i att 65 % av respondenterna var konsekventa i sin bedömning, och därför kan dessa data användas. De viktigaste faktorerna för ledningen är befintliga kunders lojalitet, deras vilja att köpa andra tjänster (t.ex. konsulttjänster) och attrahera nya kunder. Därför analyserar vi svaren ”Nej” på fråga nr 7. Analysens tekniska komplexitet ligger i att flera experiment (här 20) genomförs med olika storlekar på fokusgrupper och fördelning av svar. Följaktligen är det meningsfullt att analysera den proportionella fördelningen av svaret "Nej" genom hela undersökningen, som implementerades i Minitab, ett kontrolldiagram typ P. För chefen innehåller detta diagram information om tillämpligheten av experimentresultaten för att förbättra process (diagrammet är inom de röda linjerna - varje 3 Sigma från mitten, därför är processen stabil).
Analysera
Detta steg kräver analys av prestationsresultat genom att godkänna utvärderingskriterier och undersöka orsakerna till defekter. De kan utföras enligt FMEA-modellen (Failure Mode and Effects Analysis) - analys av en defekt och dess orsak, som används för att studera tekniska aspekter av processen och andra typer av forskning, till exempel att bygga en orsak- och -effektdiagram (Ishikawa-diagram).
Förbättra - Förbättring
Vid lösning av teknik- eller produktionsfrågor är det nödvändigt att använda metodiken för design av experiment (DOE - design av experiment i Minitab och Excel). Kärnan i detta statistiska verktyg är att bestämma det optimala förhållandet mellan faktorer för att uppnå högsta kvalitet. Till exempel: sökningen efter ett sådant förhållande mellan reagenser, temperatur och processens varaktighet, där produktens renhet kommer att vara högst.
Kontroll - Kontroll
Detta steg är det sista steget i DMAIC-sekvensen och utvecklar en plan för att övervaka processförbättringar genom att iterera de statistiska studierna och bestämma effektiviteten av interventionerna.
5. DOLDA SIX SIGMA-SANNING OCH POTENTIELLA FÖRDELAR
Sanning 1: Six Sigma omfattar ett brett utbud av bästa praxis och färdigheter (både avancerade och sunt förnuft) som är nyckeln till framgång och tillväxt. Alla de organisationer där implementeringen av Six Sigma har gett de mest synliga och påtagliga resultaten skilde sig åt genom att de såg i Six Sigma något mer än bara en detaljerad statistisk och analytisk metod. Med hjälp av exemplen på dessa organisationer, som inte liknar varandra förutom deras snabba tillväxt, kommer vi att överväga Six Sigma i alla dess detaljer och användningsområden.
Dra nytta av. Från strategisk planering till drift till kundservice, kommer du att kunna tillämpa Six Sigma på en mängd olika affärsområden och uppgifter, samtidigt som du uppnår maximalt värde.
Truth 2 Six Sigma-metoderna är många och varierande. Genom att strikt följa etablerade riktlinjer eller exakt kopiera handlingar från något annat företag, dömer du dig själv till ett oundvikligt misslyckande (eller nästan misslyckande). I den här boken erbjuder vi dig inte rigida formler, utan individuellt anpassade alternativ och rekommendationer som tar hänsyn till graden av ditt inflytande i organisationen, dina affärsbehov och prioriteringar samt organisationens beredskap för kommande förändringar.
Dra nytta av. Oavsett om du leder en hel organisation eller bara en liten avdelning kan du skörda fördelarna med Six Sigma. Dessutom kommer du att självständigt kunna bestämma omfattningen av verksamheten - från att lösa specifika problem till en fullständig omstrukturering av verksamheten.
Sanning 3: De potentiella fördelarna med Six Sigma är lika betydande i "tekniska" miljöer som de är i service- och icke-tillverkningsmiljöer.
Det finns åtminstone två anledningar till den enorma potentialen för Six Sigma bortom fabriksgolvet (inom ekonomistyrning, kundservice, logistik, marknadsföring, IT, etc.). För det första, i dagens verksamhet är alla dessa aktiviteter lika viktiga för att upprätthålla en konkurrensfördel eftersom en eller annan produkt blir en vara. För det andra är verksamhetsområdet inom dessa områden oändligt brett, eftersom effektivitetsnivån i de flesta icke-produktiva områden inte överstiger 70 % (i bästa fall).
Detta betyder inte på något sätt att vi har för avsikt att helt utesluta tillverkning från vår uppmärksamhet, men vår prioriterade uppgift är att visa för dig hur Six Sigma fungerar på försäljnings-, ekonomi- och administrativ nivå, som var och en kräver ett eget tillvägagångssätt och en egen uppsättning verktyg .
Dra nytta av. Du kommer att vara redo att bryta igenom denna i stort sett outforskade mängd möjligheter och utöka Six Sigma-praxis långt bortom rent tekniska problem.
Sanning 4. I Six Sigma är personliga egenskaper lika viktiga som teknisk skicklighet. Kreativitet, samarbete, kommunikation, engagemang för en gemensam sak - ingen armé av superstatistiker kan jämföra med allt detta när det gäller kraften av påverkan på organisationens liv och aktiviteter. Lyckligtvis kan de underliggande idéerna hos Six Sigma, med dess "panoramavy", inspirera och motivera människor till bättre idéer och prestationer, samt harmonisera individuell förmåga med teknisk skicklighet.
Dra nytta av. Du kommer att lära dig hur du hittar harmonin mellan två till synes ömsesidigt uteslutande mål - iakttagandet av människors intressen och uppnåendet av hög prestation. Denna balans ger nödvändiga förutsättningar för ständig förbättring av organisationen. Varje avvikelse - vare sig det är överdrivet överseende, en sorts chefs "skjortkille", eller tvärtom, att gå för långt, ställa överdrivna krav utan att ta hänsyn till graden av förståelse och beredskap hos de anställda, leder bara till kortsiktiga förbättringar, och oftast är det i princip värdelöst.
Sanning 5: Rätt gjort, att implementera Six Sigma är ett spännande och givande företag. Vi har själva sett hur glada människor är när de ser alla positiva förändringar som sker i deras organisationer på grund av ett nytt, klokare förhållningssätt till företagsledning. Inför våra ögon tjafsade företagsledare, som hade glömt sin rätta anständighet, i ett försök att påskynda eller "justera" processen om de plötsligt kände att något gick "fel" i Six Sigma-implementeringsområdet.
Men det är också mycket jobb. Och naturligtvis inte utan en viss risk. Alla nivåer av ett Six Sigma-program kräver en investering av tid, energi och pengar. På sidorna i den här boken kommer vi att försöka förmedla åtminstone lite av vår entusiasm, att berätta om de mest attraktiva ögonblicken från vår erfarenhet, och samtidigt lära dig hur du investerar i Six Sigma med störst avkastning ( vi ber om ursäkt i förväg om våra skämt inte faller dig i smaken). Vi kommer också att försöka hålla dig säker från de misstag och faror som kan spåra ur din Six Sigma-kampanj.
Dra nytta av. Den goda nyheten är att Six Sigma är roligare än att gå till tandläkaren. På fullaste allvar, även den mest imponerande ekonomiska avkastningen från att implementera Six Sigma kan vara ynka i värde jämfört med de immateriella fördelarna. Faktum är att det är mycket lättare att observera hur, när processer förbättras och människor blir mer medvetna, är det inte bankkontot som växer, utan människors inställning till arbetet, deras entusiasm. Och ja, det är mycket roligare att titta på. Det finns knappast några mer inspirerande ögonblick än att till exempel träffa människor som bokstavligen utstrålar energi och entusiasm för att de har fått självförtroende, lärt sig nya färdigheter och förmågor och förbättrat sitt arbetsflöde. Hos Six Sigma är varje enskild prestation redan en "framgångssaga".
6. LÄRA INOM KONCEPTET
Under implementeringen av detta tillvägagångssätt fann man icke-triviala sätt att motivera personal - att belöna de som lärde sig att använda Six Sigma-konceptet med bälten i olika färger, som i karate, som var på modet under dessa år. Den så kallade Six Sigma Academy uppstod, där specialister från olika organisationer genomgår utbildning, varefter de får titeln Six Sigma Black Belt. Faktum är att innehållet i de ämnen som ingår i "six sigma" nästan helt ligger inom de tillämpade metoderna för matematisk statistik och experimentplanering. Och detta är som ni vet "tråkig materia". Så för att "söta pillret" visade sig spelet med flerfärgade bälten vara mycket användbart (inte bara svart - för riktiga mästare i sitt hantverk, utan också grönt - för människor som är mindre sofistikerade och gula - för dem som precis fick en allmän uppfattning om tillvägagångssättet), utmärkelser, titlar och andra tillbehör, vars roll ofta underskattas.
Faktum är att inom ramen för Six Sigma-konceptet skapas en viss infrastruktur, genom vilken i första hand detta tillvägagångssätt faktiskt introduceras i organisationens kultur. Listan över individer som kan kallas Six Sigma-agenter är följande: mästare och sponsorer, black belt masters, black belts, green belts, yellow belts. Här följer korta förklaringar av de funktioner som var och en av dessa kategorier utför inom ramen för Six Sigma-programmet.
Mästare och sponsorer. En mästare är vanligtvis en av de högsta cheferna som känner till Six Sigma och är aktivt engagerad i dess framgångsrika implementering (till exempel en vice VD för ett företag). Dessutom brukar alla opinionsbildare som tillämpar Six Sigma-metoder i sin dagliga verksamhet och delar dessa idéer vid valfritt tillfälle kallas för mästare. Sponsorer är processägare som bistår ett Six Sigma-initiativ och samordnar relaterade aktiviteter inom sitt ansvar.
Mästare i det svarta bältet är individer med de högsta tekniska och organisatoriska färdigheterna. De tillhandahåller tekniskt ledarskap för Six Sigma-program. Master black belts måste inte bara kunna allt som black belts kan, de måste förstå vad vissa statistiska metoder bygger på, och de måste också kunna tillämpa dessa metoder korrekt i icke-standardiserade situationer. Vanligtvis lär svartbältesmästare själva ut statistiska metoder för svarta och gröna bälten. (Först och främst är dessa lärare. De testar och lär också ut svarta bälten. Urvalskriterierna för master black belts är kvantitativa färdigheter, förmågan att lära ut och mentor. Master black belts är fullt engagerade i detta arbete.).
Svarta bälten är individer som har genomgått utbildning och träning i ett speciellt program och ägnar 50 till 100 % av sin tid åt att arbeta med Six Sigma-projekt. På Polaroid kallas dessa människor "Variabilitetsreduktionsledare". Svartbältesträning går ofta till så här: en veckas träning, tre till fyra veckors tillämpning av de inlärda metoderna på arbetsplatsen på nästa Six Sigma-projekt, sedan ytterligare en veckas träning och så vidare. (Teamledare med ansvar för att mäta, analysera, förbättra och hantera nyckelprocesser som påverkar kundnöjdhet och/eller prestationstillväxt. Svarta bälten är fullt engagerade i detta arbete.).
Gröna bälten är projektspecifika ledare som leder sina respektive team. De får en reducerad studiegång (6-10 dagar) och spenderar, till skillnad från Black Belts, bara en bråkdel av sin tid på Six Sigma-projekt. (Liknande med svarta bälten, men inte upptagen hela tiden.)
Yellow Belts är ofta tillfälligt anställda som har fått en introduktionsutbildning i DMAIC-verktyg så att de på ett meningsfullt sätt kan delta i team som leds av Black and Green Belts.
Den ungefärliga ordningen på siffrorna för några av ovanstående grupper är följande. Det är allmänt accepterat att för ett företag med 1 000 anställda är det önskvärt att ha: master svart bälte - 1; svarta bälten - 10; Six Sigma-projekt - 50:70 per år (5:7 svart bälte-projekt per år) Samtidigt, besparingar från ett projekt i genomsnitt från 150 till 240 tusen US-dollar.
7. FÖRENINGEN AV KONCEPTET "SIX SIGMA" OCH "LEAN MANAGEMENT" ( Mager SEX SIGMA )
Vad har konceptet Six Sigma, som har amerikanska rötter, gemensamt med det japanskfödda konceptet Lean Management? Först och främst - ömsesidigt intresse i en enda process. Detta är vad som i huvudsak skiljer dem från många "vördnadsvärda föregångare" fokuserade på universell täckning, och gemensamt med den nya generationens koncept, såsom "omstrukturering av affärsprocesser." Koncepten Six Sigma och Lean Management kompletterar varandra perfekt.
Six Sigma kan fylla i luckorna i Lean som:
a) Begreppet Lean Management ställer inga krav på formen för implementering av konceptet och den infrastruktur som krävs för detta. Därför beror framgången för Lean Management till stor del på chefers initiativförmåga och organisationsförmåga, men när chefer förändras kan allt kollapsa. Vad Lean saknar är formaliserat ledningsengagemang, formaliserat lärande, planerad resursallokering, spårning av framgång med korrigerande åtgärder etc. Detta är vad varje Six Sigma lärobok talar om.
b) Lean Management-konceptet är inte tillräckligt fokuserat på konsumenternas behov. Deras tillfredsställelse är inte direkt relaterad till dess huvudmål - eliminering av förluster och improduktiva kostnader. I Six Sigma-konceptet är fokus på konsumenter en nyckelfaktor. Detta bekräftas av det faktum att alla huvudmått för detta koncept är baserade på att spåra förhållandet mellan processparametrar och produktegenskaper med specifikationer som ställts in av konsumenter. Nyckelprincipen för Six Sigma DMAIC-konceptet börjar med definitionen av konsumentkrav: Definiera - definiera, Mät - mät, Analysera - analysera, Förbättra - förbättra, kontrollera - hantera.
c) I Lean Management-konceptet redovisas defekter och inkonsekvenser som en av de huvudsakliga källorna till förluster i företaget. Samtidigt överväger den inte statistiska processkontrollmetoder för att eliminera avfall. Konceptet "Lean Management" är inte fokuserat på att hitta källor till processvariabilitet och sätt att minska variabilitet, vilket är en av huvuddelarna i Six Sigma-konceptet.
I sin tur fyller Lean också i problemen med Six Sigma, som:
a) Defekter - huvudmålet för Six Sigma-konceptet - är bara en av många typer av avfall i företag. I den klassiska teorin om Lean Management-konceptet identifieras sju typer av förluster: överproduktion, väntan, transport, icke-värdeskapande aktiviteter, lagertillgänglighet, förflyttning av människor, produktion av defekter. Många författare identifierar ytterligare typer av förluster. Till exempel "falsk ekonomi", som består i användningen av billiga och lågkvalitativa råvaror och material; "mångfald" som ett resultat av användningen av icke-standardiserade element i processer.
b) Six Sigma-konceptet drar inga paralleller mellan kvalitet och kundnöjdhet å ena sidan och processernas varaktighet och hastighet å andra sidan. Samtidigt är processens varaktighet direkt relaterad till kundnöjdhet i tillhandahållandet av tjänster och för produktionsprocesser - med frysta medel i form av lager som står i beredskap. I konceptet Lean Management är analysen av tid som en av processens huvudresurser ett nyckelområde.
c) Uppsättningen verktyg för Six Sigma-konceptet begränsar det möjliga utbudet av uppgifter som ska lösas. Processförbättring inom ramen för Six Sigma-metoden genomförs främst genom att reducera processernas variabilitet med statistiska metoder och omdesigna processer med DFSS-metoden (Design for Six Sigma - designing for the Six Sigma concept). Six Sigma-metoden missar möjligheter till processförbättringar som att minska improduktiva aktiviteter, minska väntetider, minska lager- och transportkostnader, optimera jobb etc. Alla dessa möjligheter förverkligas fullt ut av konceptet Lean Management.
Alla luckor i dessa två begrepp och deras tillägg ges i tab. 6
Tabell 6 - "Gaps" inom ramen för konceptet Lean Six Sigma
| Grundläggande delar av konceptet | Sex Sigma koncept | Lean management koncept | Integrerat Lean Six Sigma-koncept |
| 1 | 2 | 3 | 4 |
| Formaliserade ledningsåtaganden | √ | √ | |
| Formaliserad resursallokering | √ | √ | |
| Formaliserad utbildning och fördelning av ansvar och befogenheter | √ | √ | |
| Gradering av specialister involverade i projekt (kategori "svart bälte", etc.) | √ | √ | |
| Implementering av konceptet i form av "definition, urval och genomförande av projekt" | √ | √ | |
| Kortsiktiga förbättringsprojekt - kaizen | √ | √ | |
| Övervakning med mätvärden | √ | √ | √ |
| Att använda DMAIC-principen vid genomförandet av projekt | √ | √ | |
| Använda statistiska metoder för att minska processvariabilitet | √ | √ | |
| Identifiering och eliminering av avfall och overhead i processen | √ | √ | |
| Öka hastigheten på processen | √ | √ | |
| "Pull" principen om processen fungerar | √ | √ | |
| Minska kostnaderna för "mångfald" | √ | √ | |
| Eliminering av avfall till följd av "falska besparingar" | √ | √ |
Den här tabellen visar att i Lean Six Sigma-konceptet, svaren på frågan "hur organiserar man aktiviteter?" hämtat från konceptet "Six Sigma", och frågan "vad ska man göra?" - främst från konceptet "Lean Management". Samtidigt använder konceptet Lean Six Sigma en kombinerad uppsättning uppmätta indikatorer (metrics) och en kombinerad uppsättning metoder och verktyg för att implementera förbättringar. Ett exempel på en uppsättning metoder och verktyg som används i Lean Six Sigma-konceptet ges i Tabell. 7.
Tabell 7 - En uppsättning metoder och verktyg för Lean Six Sigma
| D-definiera | M - mått | A - analysera | Jag förbättrar | C - hantera |
|
Kano analys Processkartläggning Den finansiella analysen Prioritering |
Kontrollkort Pareto-diagram Histogram Process Cycle Efficiency Evaluation Datainsamlingsplan |
Pareto-diagram Ishikawa (fiskbens) diagram Definition av omkostnader Identifiering av "tidsfällor" Uppskattning av begränsningar |
Partistorlek motivering Hypotetisk testning Urvalsmatris |
Kontrollkort Visuell processkontroll Plan för utbildningen Uppsökande plan Standardiseringsplan |
Genom att använda konceptet Lean Six Sigma i västerländska företag kan du uppnå följande resultat på egen hand på kort tid (ungefär ett år):
· Minska kostnaderna för produkter och tjänster med 30-60 %;
Att minska tiden för tillhandahållande av tjänster med upp till 50 %;
Minska antalet defekta produkter med cirka 2 gånger;
· öka volymen av utfört arbete utan extra kostnader med upp till 20 %;
· Minska kostnaderna för designarbete med 30-40 %;
· minskning av projektgenomförandetid upp till 70 %.
En grafisk jämförelse av företagets prestanda med hjälp av det integrerade konceptet Six Sigma + Lean Management med resultaten av begreppen Six Sigma och Lean Management tillämpade separat visas i figuren. Kostnaderna för vart och ett av projekten är ungefär desamma (fig. 6).
Figur 6 - Grafisk representation av konceptet Lean Six Sigma

I vilka fall kan sådana resultat förväntas? Det finns två huvudtecken som indikerar förekomsten av undvikbara förluster i processerna.
Det första tecknet är alla förändringar som äger rum i företaget, till exempel en ökning eller minskning av produktionsvolymer, utvidgning av sortimentet, organisatoriska förändringar, innovationer etc.
Det andra tecknet är otillräcklig dokumentation av processer och missförstånd av kärnan i processer av anställda som är involverade i processen.
8. SEX SIGM I FÖRETAG
"Bara två år efter lanseringen av Six Sigma tilldelades Motorola Malcolm Baldridge National Quality Award. I 10 år efter lanseringen av Six Sigma-programmet, d.v.s. under perioden 1987 till 1997. Företaget har uppnått enastående resultat, inklusive:
Femfaldig ökning av försäljningsvolymer med 20 % årlig vinsttillväxt
· Den genomsnittliga årliga tillväxttakten av priserna för bolagets aktier på nivån 21,3 %
· Kumulativa besparingar från implementeringen av Six Sigma-programmet till ett belopp av 14 miljarder USD.
Motorolas företagsprestationer är resultatet av flera hundra individuella initiativ för design, tillverkning och utmärkt service inom alla företagets affärsenheter.”
"Six Sigma är sättet vi arbetar på DuPont. 1 200 anställda i företaget är certifierade "Black Belts" och 250 "Masters of the Black Belt". De startade våra ansträngningar, men tillämpningen av Six Sigma-mekanismer, metoder och tänkande är nu utbredd. En ny riktning i Six Sigma för oss är att öka antalet projekt som ger mer intäkter. Mer än 1 300 sådana projekt genomfördes under 2002, och 2003 fördubblades antalet sådana projekt.”
"Vi är nu inne på vårt nionde år med att använda Six Sigma-metoden på General Electric, och det har blivit ett permanent initiativ – Six Sigma – hur vi arbetar. Under det senaste året har vi slutfört över 50 000 projekt inom tre huvudområden: arbeta med våra kunder för att lösa deras problem; förbättra interna processer för att förbättra interaktionen med kunderna och öka intäkterna; utöka utbudet av högteknologiska produkter och tjänster till marknaden”.
"Under 2001-2002 hade alla projekt som genomfördes under Six Sigma-programmet en positiv inverkan på att minska kostnaderna och minska cykeltiderna och förbättra servicen till inhemska och utländska kunder. För tredje året i rad har Bombardier överträffat de resultat som uppnåtts med Six Sigma.
"Enligt den vägledning vi fick, kan den genomsnittliga avkastningen på projektet vara cirka 250 000 USD. Inledande projekt gav oss dubbelt så mycket vinst. Jag tror att en viss specificitet är inneboende i varje typ av verksamhet, eftersom alla företag är olika, men vi var ganska nöjda. Under det första året slutförde vi 70 projekt.”
Och i många andra utländska företag tillämpas detta koncept.
9. SKÄL TILL DEN DÅLIGA UTVECKLING AV KONCEPTET I RYSSLAND
Entreprenörsaktiviteten i sig orsakas av vissa skäl, varav den första är vinst, och den nästa i betydelse är tillfredsställelsen av andra intressen hos ägare, inhyrda chefer, anställda och andra intresserade parter. Användningen av Six Sigma, och själva utseendet på detta koncept, är förknippat med det första skälet: japanska tillverkare satte Motorola i en underläge med kvaliteten på sin elektronik. Six Sigma är ett svar på konkurrenters agerande eller på marknadskvalitetsnivåer som inte kan uppnås med enbart slutlig produktinspektion.
Men i Ryssland finns det enklare sätt att öka ett företags konkurrenskraft än statistisk analys och implementering av kvalitetsförfaranden. Dessutom kräver klienten (med sällsynta undantag) ännu inte sex sigma-kvalitet, än mindre är villig att betala en premie till det nuvarande marknadspriset för sådan kvalitet. Men det betyder inte att Six Sigma-systemet inte behövs i Ryssland. Det är bara det att detta system dök upp i en annan miljö, där andra konkurrensfördelar redan har använts.
I Ryssland har andra reserver för att öka företagets effektivitet ännu inte uttömts.
Ett av problemen med att införa kvalitetssystem på hög nivå som "six sigma" i Ryssland är ett systemproblem. Detta är nödvändigt för att vara konkurrenskraftig på marknaden. Men enligt experter är marknaden i Ryssland i sin klassiska form nu inte mer än 20%. Allt annat är en zon där staten och administrativa resurser har den främsta konkurrensfördelen.
I Ryssland råder fortfarande arvet från det gamla systemet, när arbetare inte arbetade med marknaden, utan med vissa köpare inom ramen för ett planerat system där det inte fanns något behov av att införa ett kvalitetssystem.
Även om försvarsindustrins företag hade ett militärt acceptsystem, och kvalitetskraven var mycket stränga. Pengar räknades inte under dessa år, avkastningsnivån på lämpliga produkter störde ingen särskilt. Få människor tänkte på produktionskostnaden heller.
På grund av allt detta ledde företagen ett helt annat liv. Men den gamla psykologin har funnits kvar till denna dag. Det finns nu tre närbesläktade problem: marknadsinträde (externt problem), produktionsekonomi (internt problem) och produktkvalitet.
För att förbättra kvalitetsstandarderna började ISO-systemen (International Organization for Standardization) införas. Men certifieringen enligt ISO var formell på vissa ställen: företag verkar behöva ha en viss "etikett", och vad som ligger bakom denna "etikett" och hur dessa system skulle fungera låg bakom kulisserna. Därför, om vi talar om implementeringen av Six Sigma-systemet i Ryssland, är det inte lätt att övervinna alla dessa tre problem. Västerländska företag som har implementerat detta system har gått mot detta under en lång tid.
Men om ett ryskt företag vill uppnå de bästa världsindikatorerna när det gäller kvaliteten på produkter eller tjänster, när det gäller anställdas prestation, kommer införandet av Six Sigma-metoden att vara fullt motiverat. När det gäller ryska företag i allmänhet, så kanske senare, när marknadskrav tvingar tillverkare av varor och tjänster att radikalt förbättra kvaliteten på varorna och servicenivån, kommer Six Sigma att efterfrågas även i Ryssland.
SLUTSATS
Uppsatsen studerar de teoretiska grunderna för det moderna konceptet kvalitetsledning - six sigma.
Vi fick reda på att det först dök upp hos Motorola när kvaliteten på produkterna var dålig och företaget led stora förluster.
Six Sigma är ett tillvägagångssätt för affärsförbättringar som försöker hitta och eliminera orsakerna till fel eller defekter i affärsprocesser genom att fokusera på de resultat som är kritiska för kunden.
Six Sigma är ett strategiskt tillvägagångssätt som fungerar för alla processer, produkter och industrier.
Six Sigma är ett system för att övervaka och utvärdera kvaliteten på affärsprocesser, fokuserat på att minska antalet defekter i produkter och tjänster.
Ansåg den statistiska grunden för detta koncept och bestämde det bästa värdet av sigma.
Tänk på den transformerade Deming-cykeln.
Vi fick reda på att flerfärgade bälten introducerades för motivation.
Vi tittade på Leansixsigma-konceptet, som inkluderar begreppen Six Sigma och Lean Management.
Implementeringen av detta koncept är en mycket komplex process i Ryssland.
LISTA ÖVER ANVÄNDA KÄLLOR
1. Begreppet controlling: Management accounting. Rapporteringssystem. Budgetering / Horvath & Partners: Per. med honom. – M.: Alpina Business Books, 2005.
2. Momot A.I. Kvalitetsledning och delar av kvalitetssystemet.- D .: NORD-PRESS.- 2005.- 320s
3. Tito Conti, Yoshio Kondo, Gregory Watson. Kvalitet under 2000-talet. - M.: RIA "Standarder och kvalitet" - 2005. - 335s.
4. Zorin A.A. The Time of Six Sigma // Kvalitetsledningsmetoder. - 2006.- №4. - S. 32-36.
5. Vlasenko A.M., Ermolaeva A.L. Konceptet "Six Sigma": ett pilotprojekt för implementering // Metoder för kvalitetsledning. - 2006.- Nr 8. - S. 28-29.
6. Kotov V.A. "Six Sigma" i Ryssland: början på vägen // Metoder för kvalitetsledning. - 2005.- Nr 7. - S. 21-23.
7. Internationella kvalitetsstandarder MS ISO 9000-serien
8. J. Adler, W. Shper, "Six Sigma: Another Road Leading to the Temple." Kvalitetsledningsmetoder. - 2000. - Nr 10.
9. Kane M.M., Ivanov B.V., Koreshkov V.N., Stirtladze A.G. System, metoder och verktyg för kvalitetsledning - St. Petersburg: Piter.2006-s.560
10. S.K. Fomichev, N.I. Skrjabin, O.Yu. Urazlina Six Sigma och Lean Management-koncept: en stjärnallians Kvalitetsledningsmetoder nr 6 2004
12. Shubenkova E. V. Total kvalitetsledning.- M .: "Exam", 2005
13. Sholtes P. Lag i systemens tidsålder. - Metoder för kvalitetsledning, 2000, nr 6, s. 20-24; Nr 7, s. 20-27.
14. /www.six-sigma.ru
ANSÖKAN
Lista över företag som använder Six Sigma-teknik:
AT&T trådlös
Atlantisk koppar
Bama företag
Becton Dickinson
Black & Decker
· Borden-Chemical
C-Cor Electronics
CNA Riskhantering
Computer Science Corp.
Consolidated Paper Inc.
Credit Acceptance Corp.
Crutchfield.com
Fidelity-investeringar
General Dynamics elektrisk båt
Goodrich Corporation
Hutchinson tätningssystem
Johnson & Johnson
Mount Carmel Health Systems
NOKIA mobiltelefoner
Norsk Hydro Agri
Northrop Grumman
Qwest Communications
Samsung Electronics
Seagate-teknik
Senior Flexonics
servicemästare
Seton Medical Center
Sherwin Williams
standardregister
TAMKO Takprodukter
Tata Steel/Indien
Texas instrument
The Health Alliance of Greater Cincinnati
New Yorks sjukförsäkringsplan
 Rabatterad återbetalningstid
Rabatterad återbetalningstid Metodiska aspekter av projektledning
Metodiska aspekter av projektledning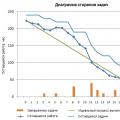 Scrum utvecklingsmetodik
Scrum utvecklingsmetodik