Is it possible to become a model with a height of 165. Models of small stature: the best short models, conditions of shows, styles of clothing and a successful career. Why girls want to be a model
Kate Moss, Cara Delevingne, Laetitia Casta - all these beauties became famous all over the world thanks to their successful career in the modeling business. Do you think they are all tall, long and slender? But no! Well, of course, they are slender, but as for supermodels, they are rather small. With an increase of 1.70 it will be "oh" how difficult it is to persuade casting managers to take on this or that show, shooting or other project. Contrary to the existing rules, these top models managed not only to convince the agencies of their peculiarity, but also to build a dizzying career in the modeling business.
Height: 1.70. What is famous for: first of all, because she is Kate Moss. =) But before she earned a "name", Kate created the so-called. the trend for thinness "heroin chic", and also shone on the shows of brands such as Calvin Klein, Louis Vuitton and Chanel.

Height: 1.73. What she is famous for: One of the most read accounts on Instagram among the show business elite, as well as fashion shows at the shows of Saint Laurent, Burberry, Fendi, Chanel and other famous brands. Its growth at one time caused a lot of controversy among representatives of agencies and brand management. Kara herself assures that she still does not know her exact parameters and complains that even now she is being told that she is too small for a big podium.

Height: 1.71. Famous for: This American model, the face of Maybelline, is famous for her hot pink hair, which has become a trend among fashionistas on Tumblr. Yes, her height is only 1.71, but that did not stop her from becoming the star of the Chanel show (she even opened the 2015 cruise collection show), as well as the face of Chanel eyewear.

Height: 1.70. Best known for: Georgia is the daughter of rock musician Mick Jagger and top model Jerry Hall. She followed in her mother's footsteps, despite her rather modest stature. She repeatedly defiled at the shows of Fendi, Louis Vuitton and Chanel.

Height: 1.65. Best known for: The smallest model in the world. But this did not stop her from shining at the shows of Chanel and Versace.

Height: 1.69... What is famous for: she has repeatedly shone at the shows of Victoria's Secret, Louis Vuitton, Roberto Cavalli and other brands, despite her small stature, Letizia is the favorite of many couturiers, including Dominico Dolce and Stefano Gabbana.
An outdated model of machine tools and one of the most common machine tools in the territory of the former USSR, which allows turning parts of medium and large sizes. The machine has been exported to many countries around the world. The screw-cutting lathe 165 has established itself as reliable and unpretentious, not requiring special attention.
Appointment
Designed for processing cylindrical, conical and complex surfaces - both internal and external, as well as for threading. A variety of cutters, reamers, drills, countersinks, as well as dies and taps are used to process the end surfaces of workpieces.
Designation
Alphanumeric index turning screw-cutting machine 165 means the following: number 1 is a lathe; number 6 - designates a screw-cutting lathe, number 5 - center height (500 mm).
| Specifications machine 165 | Parameters |
| Swing over bed, mm | 1 000 |
| Swing over cross slide, mm | 650 |
| Distance between centers | 3 000 - 10 000 |
| Headstock spindle end size according to DIN | 2-15M |
| Diameter of a cylindrical hole in a spindle, mm | 128 |
| Number of spindle speed steps | 24 |
| Spindle speed limits, rpm | 5 - 500 |
| Accelerated longitudinal movement of the support, m / min | 3 |
| Accelerated lateral movement of the support, m / min | 1 |
| Main drive motor power | 22 kWt |
| The greatest weight of the workpiece in the centers, kg | 8 000 (10 000) |
| Overall dimensions of the machine (L x W x H), mm | 6 140 - ... x 2 200 x 1 770 |
| Machine weight, kg | 12 800 - ... |
New lathe 165
Model show business attracts many young girls. Beauty, style, fame, paparazzi flash, it's all so tempting. But is it easy to be a model? Diets, constant emotional and physical stress, are not as colorful as we think. The weight of the models must be constant at all times and the skin must be perfectly smooth. And this is an unreal work that requires a lot of attention and perseverance.
Ideal model parameters
The model has a beautiful life, probably every girl thinks so. As a child, everyone dreams of getting on the catwalk, or conquering fashionable glossy magazines. But is it as easy as it seems at first glance? If you look at the table, which is not at all as joyful as the smile of world stars in the photographs:
| Height, cm | Weight, kg |
| 178 | 47 |
| 173 | 45 |
| 180 | 48 |
| 165 | 42 |
| 160 | 40 |
| 155 | 37 |
| 153 | 35 |
| 158 | 38 |
| 150 | 34 |
If nutritionists see these numbers, they will be horrified. With such proportions, where the height of the models is not at all proportional to the weight, it is quite possible to get anorexia. Models, whose weight is ideal, are faced with such a problem as wasting, and they do not hide it. Except for going on a diet, there is no way to achieve such weight, even if you have a super fast metabolism. Being a model is quite difficult, as keeping the ideal weight is a very difficult task.
Secrets of the best models in the world

The fashion industry is developing by leaps and bounds. Females from 12 years old to 21 years old can get into this area. The parameters of the model do not depend on its age, the main thing is that the available data coincide with the tabulated data (weight, height, chest, hips, waist). But you should not waste your health by dieting in order to achieve such parameters. After all, not many can achieve results in this business, but spoil their health, while they succeed.
World-class models are known, with their ideal proportions:
- Twiggy. The smallest and most fragile model that brought thinness into fashion. Her parameters are 78-50-81 (chest, waist, hips);
- Claudia Schiffer. The world model, which has parameters -83-60-88;
- Naomi Campbell - 80-60-86;
- Natalya Vodyanova. The model of the highest category, and its ideal parameters are 86-61-86;
- Heidi Klum -94-65-98.
From the above list, it can be seen that not all girls - models have ideal parameters, they certainly scold them, and they sit down on a non-rigid diet. But many designers and modeling agencies pay attention not only to weight, height, but also to the very physique of a woman.
All models of the world standard struggle with extra pounds almost every day. They go to fitness, or aerobics. They "sit down" on diets that are monitored on the Internet, or communicate personally with a nutritionist. Be sure to go jogging and go to the pool. The life of the model is not as rosy as it seems at first glance. The constant struggle for the best contracts, grueling diets and constant physical activity exhaust the girls, but on the other hand, the delight of the fans and the outbreaks of the paparazzi do their job.
If you decide to get closer to an ideal figure, then start with vigorous physical activity combined with a strict diet.
Why girls want to be a model

There are so many professions in the world that are interesting and enjoyable. Why do all the girls strive to get into the modeling business? The answer is very simple. Popularity is what young girls want. But none of them understands that the path to a successful model is thorny and very difficult. A pretty face is not enough here.
Reasons why you want to be a model:
- The financial side of the issue. Profitable contracts, will give you the opportunity to swim in luxury;
- Popularity and fame. For many, it is very important to be famous, so that everyone knows and loves;
- Self-esteem. When a large number of people admire you, self-esteem rises, which is very important for many.
But colorful dreams break at the very first problems. It is not at all easy to achieve the ideal weight, the necessary parameters, especially the genetics does not want to eat. Therefore, if you want to be a model top level, you have to try very hard. World-class models drive themselves to complete exhaustion in order to get the most profitable and the best contract.
Ideal parameters, history
Models' ideal height is not entirely proportional to their weight. If we are used to the fact that a girl is 178 cm tall and should weigh 68 kg, then in the modeling business everything is different. Here, the perception of such a correct, from the side of medicine, proportions radically changes. With a height of 178 cm, the weight of the model girl is 48 kg. Impressive. But besides weight, it is important to observe proportions.
Even if a girl does not work in the modeling business, she strives to have perfect proportions. But have such parameters always been considered beautiful? For every time, there are their own standards of beauty and their own ideal views on this:
- The centuries of antiquity. At this time, magnificent forms were considered beautiful. A striking example of that era is Aphrodite of Cnidus. She had interesting, and most importantly, magnificent parameters. With a height of 164 cm, the beauty had a chest volume of 94 cm, and a waist of 72 cm, while all the hips were 96 cm.If you ask what such parameters were associated with, the answer lies in the fact that in that era there were a lot of people ate, everything was enough, therefore, calories were not counted. And if a person is handsome, magnificent, then he is not poor and he has everything;
- Middle Ages. During this period, he is known for his self-restraint in everything, and the female figure is no exception. Historians claim that at that time the ideal female figure should have had the following parameters: chest 79 cm, waist 62 cm. Even our days can envy such parameters. The only thing that remained unknown were the parameters of the hips, since the fashion of that time dictated wearing wide skirts to the floor;
- The Age of Objection. This time can boast of beauties with curvaceous forms, not tall;
- Rubenovskie ladies. It's no secret that the ladies of that time were the owners of magnificent forms, where the girth of the chest and hips was 98 cm, and the waist was 72 cm.
Already in the 19th century, the owner of a lush chest, but a thin waist, is considered the ideal of female beauty. A striking example of such a lady is Natal Goncharova. The waist is 42 cm, the chest is 96 cm.And the XX century is characterized by girls of a sporty constitution with a chest volume of 90-93 cm, a waist of 60-65 cm, and a hip of 94-96 cm.
Parameters 90-60-90 have their own history. There are a couple of legends that reveal the secret of such interesting numbers. One of which suggests that Merlin Monroe herself possessed such parameters, although her height was below ideal. Therefore, it is difficult to say that she was very thin. Another version suggests that such parameters were chosen by the designers themselves, in order to simplify their work. It's easier to make patterns. The middle of the 20th century, when the first fashion houses were already open. It was at this time that thinness came into fashion.
Psychologists, on the other hand, say that the fashion for thinness came from the fact that people do not want to grow up. That is, after the times when curvy shapes were in fashion, healthy image life where it is important to be in shape, to be athletic. Youth, something that everyone wants to see, and no one wants to accept themselves as adults and not as attractive as before. Since fashion is something High, and everyone strives to be stylish, thinness reflects the dreams of every lady. Therefore, such parameters are considered the best for perception and work. Therefore, being thin means being fashionable.
Informative video
https://youtu.be/tysTrrWCTBo
Read the same
To become a model, you don't have to be tall, thin and graceful. Men and women with a height of 165 centimeters and below can get a contract in a modeling agency if they know what their strengths and weaknesses are. In the world of fashion, tall and thin models play a key role, but there are other opportunities for self-realization. If you use your strengths where they are needed, you can succeed.
Steps
How to get noticed
- Search the internet for such photographers.
- You may also be able to find a photographer through the agency you plan to work with.
-
Pay for the work of the photographer. Yes, you have to pay for the close-up shots. This will require a certain cost, but the work of the model often requires some effort. You need to get the best quality pictures possible. Try to find a photographer with makeup options.
- The photographer will take several pictures (sometimes this number reaches hundreds), and then will offer you to choose the photos for processing.
- Pictures can be taken outdoors and in the studio. Both of those, and others will help you find a job if they are done by a professional photographer.
-
Explore information about different modeling agencies. Talk to friends who work in the industry and ask people in modeling agencies for advice. If they don’t have useful contacts, research information about local agencies on the Internet. It is better to work with an agency located in your city than to spend more than an hour on the road one way.
Contact a modeling agency. Go there yourself if it suits you. Better to meet with the agency representatives in person. Make an appointment and bring close-up photos with you. Be confident, but remember that you should carefully listen to the recommendations of the agency employee. Send emails to other agencies if you think they might work with you.
- Look for agencies that do body part shots or other shoots that offer a wider variety of shapes.
- Become professional. If you decide to write email, don't forget to attach pictures.
- Tell us about your experience in modeling or your acting experience.
- It will not be superfluous to write to several agencies.
-
Create a web profile for your model. There are special sites that are databases for models and companies looking for models. Registration on such sites is usually free of charge. You will need to describe yourself and tell what kind of job you are looking for. Be honest about your height and size.
- You may feel like you are depriving yourself of certain opportunities by specifying your parameters, but know that agencies will appreciate your honesty. There is work for everyone.
- An example of such a site is http://www.modelmanagement.com/.
-
Move to a large city. This is not entirely convenient, but everything interesting in the modeling business happens in large cities. This is where you can take your chance, if you have one. It is not necessary to move to the capital to become a model, but it can be rewarding. If you live in small town or a village, consider moving to at least the nearest major city.
- For example, if you live in Vladimir, move to Nizhny Novgorod.
-
Take any job in the beginning. At the very beginning, it is important to gain experience for your portfolio. Take any job as long as it doesn't conflict with your moral principles. Work experience will make it clear to potential employers that you know what it means to be a model.
- Perhaps you should start by taking pictures of individual body parts. In such shooting, individual parts of the body (for example, hands) are photographed.
- You can also shoot for the catalog. People are often filmed for catalogs different sizes to show how clothes can fit on ordinary people.
How to create a portfolio
-
Decide which job interests you. In the modeling business, there are several types of work for people of short stature. Typically, haute couture is only available to the tall and skinny, but there are other options as well. Consider the following filming options:
Pick up photos. A beginner model should have 5-8 shots. In these pictures, you must show everything that you can do. If you already have multiple photos taken by the same photographer, try working with other photographers. The beauty of photography is that it can be difficult to measure height in pictures, unless you are standing next to something that allows you to judge the scale.
-
Make yourself visible. On the internet you will find examples of model portfolios. They will help you understand how you should present yourself, but they will also help you understand how you can make your portfolio special. Try adding a high-quality photo of your favorite hobby. For example, if you love to cook, include a photo of you in the kitchen in your portfolio.
- Photos should be different, including personal photos.
- Add a photo that demonstrates your skills and makes it clear that your short stature does not bother you. For example, you know how to grimace. This will let agencies know that you know how to work, and growth will not play an important role.
- Sometimes agencies pay attention to special personal photos.
-
Prepare a package of documents. Print pictures in high definition... All agencies have their own preferences for size: some need large, others small. Be sure to include the following information:
- Name, address, contact details
- Short description experience and goals in the modeling business
- Description of skills, including proficiency foreign languages, acting and vocal experience and so on.
Meet the photographer. Before you start looking for a job, you should find good photographer... It is best to find a photographer who can both take pictures of you and do your makeup. For a close-up shot, you will need to use a little makeup.
16K40RF3, 16R50F3, etc.
The plant also mastered the production of modern turning centers with a number of coordinates from 4 to 8, inclined CNC lathes 1P756DF3 and horizontal layouts, pipeworking machines 1A983, 1N983 - for processing the ends of pipes with a diameter of up to 460 mm, wheel turning, roll turning, machine tools for processing deep holes and etc.
History of the screw-cutting lathe 165
IN 1953 the first machine of the 165th series - model (machining diameter - Ø 1000 mm) - was put into production.
Serial production of lathes: 1m65, 1n65.
165 Universal screw-cutting lathe. Purpose and scope
The model 165 screw-cutter lathe is designed for processing parts of medium and large sizes, in the conditions of single and small-scale production. The machine can perform external and internal turning, including turning of cones, boring, drilling and tapping - metric, modular, inch and pitch).
The technical characteristics and rigidity of the structure of the bed, carriage, spindle of the machine allow full use of the possibilities of working at high cutting speeds using cutters made of high-speed steel or equipped with carbide inserts when machining parts from ferrous and non-ferrous metals.
The principle of operation and design features of the machine
The machine support has a mechanical movement of the upper part, which allows turning of long tapers. Turning short tapers is also done by moving the upper part of the caliper.
Changing the feed rates and setting the pitch of the cut thread are carried out by switching the gear wheels of the feed box and tuning the guitar of the replaceable gears.
The caliper has a quick movement in the longitudinal and transverse directions, which is carried out by an individual electric motor.
The machine is designed for processing ferrous and non-ferrous metals with high speeds cutting with tools made of high-speed steel and hard alloys.
The closed-type feed box provides cutting of standard threads. Precise threads are cut using replaceable gear wheels, bypassing the feed box.
The change in the number of revolutions of the spindle and the feed rate of the caliper are carried out by switching the gears of the gearbox and the feed box using the handles.
The movement of the tailstock and the extension of the quill are carried out manually by turning the handwheels.
Accuracy class of the machine N. Roughness of the machined surface V 6.
The technical characteristics and rigidity of the machines allow you to fully use the capabilities of high-speed and carbide tool when processing both ferrous and non-ferrous metals.
Climatic version - UHL4 in accordance with GOST 15150-69.
Accuracy class - H in accordance with GOST 8-82E.
Modifications of the screw-cutting lathe 165
165
1N65, 1N65F1, 1N65G, 1N65GF1- Ø 1000 universal screw-cutting lathe
16K50, 16K50P- Ø 1000 universal screw-cutting lathe
1658, 1658 - Ø 1000 universal screw-cutting lathe
RT28608, RT539, RT53901, RT732, RT366, RT731- Ø 1000 universal screw-cutting lathe
Workspace size lathe model 165
Landing and connecting bases of the lathe 165. Spindle

Screw-cutting lathe spindle 165



Photo of screw-cutting lathe 165

Photo of screw-cutting lathe 165
The location of the components of the screw-cutting lathe 165

The location of the main nodes of the lathe 165
Specification of the components of the screw-cutting lathe 165
- Bed 1A64.01 - For RMTs-2800; (165.21 For RMTs-5000)
- Front headstock - 165.02
- Rear headstock - 165.03
- Caliper - 165.041
- Carriage - 165.05
- Apron - 1A64.06
- Feed box - 1A64.07
- Replaceable gears - 165.08
- Cartridge - 165.09
- Steady rest 165.10
- Cooling - 1A64.14
- Fencing - 1A64.16
- Chuck guard - 165.19
- Steady rest - 165.20
- Electrical equipment - 165.80
- Electric pipework: - 1A64.81 for RMTs-2800 (165.81 for RMTs-5000)

The location of the controls for the lathe 165
The list of controls for the screw-cutting lathe 165
- Knobs for setting the spindle speed
- Knobs for setting the spindle speed
- Knobs for setting the spindle speed
- Knob for setting normal and oversized threads
- Handle for setting right and left threads
- Knob for selecting the type of work (thread or feed) and the type of thread
- Knobs for setting the feed amount and thread pitch
- Knob for setting the feed rate, thread lead and turn on the lead screw directly
- Knobs for setting the amount of feed and thread lead
- Knob for setting the type of work (thread or feed)
- Stop button (duplicate)
- Spindle "Back" button (duplicate)
- Handwheel for manual movement of the carriage
- Spindle Forward Button
- Stop button
- Lever for turning on the lead screw nut
- Spindle "Back" button
- Handle for controlling the mechanical moves of the carriage and carriage
- Button for switching on high moves of the carriage and support
- Rear bike manual roller
- Tailstock stop handle
- Tailstock spindle lock pusher with quill
- Tailstock quill quick travel flywheel
- Lever for slow or fast movement of the tailstock quill
- Tailstock quill slow motion handle
- Tailstock cross travel screw
- Tailstock quill locking handle
- Handle for manual movement of the incisor slide
- Toggle switch for switching on local lighting
- Handle for turning and fastening the cutting head
- Handle for manual cross feed of the caliper
- Input switch
- Spindle button "Intermittent rotation"
- Spindle "Forward" button (duplicate)
- Cooling "Start" button
- Cooling "Stop" button
- Automatic disabled button
Kinematic diagram of the model 165 screw-cutting lathe
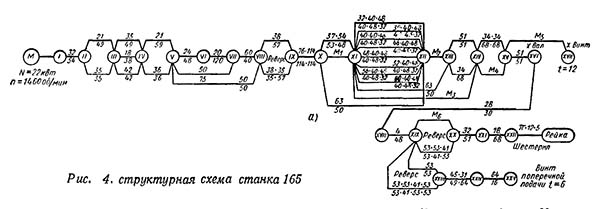
Block diagram of lathe 165 (with kinematic diagram 2)

Kinematic diagram of the screw-cutting lathe 165
The main movement is driven by an electric motor through a V-belt transmission.
The gearbox informs the spindle 24 different speeds both direct and reverse rotation through the kinematic chains according to table. 4.
The spindle is reversed by an electric motor.
On the shaft IX of the gearbox, rotation is transmitted from the spindle through the gears 21-22, 26-27 or from the V shaft (when the step increases by eight times) through the gears 16-24, 23-22, 26-27. Ball IX in this case receives respectively one or eight revolutions per one revolution of the spindle.
The block of gears 25 and 28 is designed to change the direction of movement of the carriage when threading.
The movement is transmitted to the feed box from shaft IX through replaceable gear wheels 30-32-31.
The feed box communicates to the caliper through the freewheel, the XXIII travel shaft and the apron mechanism 32 longitudinal and transverse feeds.
The calculation of the kinematic chain of longitudinal and transverse feeds is carried out according to the formula
i = i cm * i c.p * i f
i cm - gear ratio of replaceable gear wheels;
i k.p - gear ratio of the feed box;
i f - apron gear ratio.
The kinematic chains through which the feed is carried out are given in table. 5 for the feed box and in table. 6 for the apron.
Threading is carried out through the kinematic chains of the feed box, given in table. 7. In addition, threading can be performed by direct connection of the lead screw with replaceable gears, selecting the appropriate i cm (see Table 24). The range of feeds and threads is expanded with the use of an eight-fold increase in the pitch.
The list of elements of the kinematic diagram (see Fig. 4) is given in table. 8, and corrected gears - in Table 9.
Brief description of the model 165 screw-cutting lathe
Stanina
The bed is the basic assembly unit on which all other assembly units and machine mechanisms are mounted.
On the upper part of the bed there are three prismatic guides, of which the front and rear are the base of the carriage, and the middle one is the base of the tailstock.
Inside the bed there are inclined hatches for the removal of chips and coolant in the direction opposite to the workplace.
There are niches under the left head part of the bed, in one of which the main drive electric motor is mounted, and in the other - an electric cooling pump with a reservoir for coolant. The trough for collecting the coolant is made monolithic with the frame body.
On the right side of the frame, on the front wall, there is a bracket with built-in supports of the lead screw and the lead shaft and a quick-movement reducer of the support with a flanged electric motor.
To prevent sagging of the lead screw and the main shaft in the machine with RMC 5000 there are two suspensions.
Front headstock of a screw-cutting lathe model 165

Front headstock of screw-cutting lathe 165
The front headstock is installed on the left head of the bed, fixed with pins and bolted.
The headstock housing contains:
- gearbox
- spindle assembly
- link of step increase by eight times
- mechanism for changing the direction of movement of the carriage when threading
- spindle speed setting mechanism
- Lubrication system
- electrical cabinet
The spindle is mounted on three rolling bearings, of which the front and rear are adjustable.
See the Regulation section for a description of spindle bearing adjustments.
Setting the spindle speed, as well as setting for cutting right or left threads of normal or increased pitch, is made by moving the gears along the splined shafts using the handles located on the front wall of the headstock (see Fig. 37 and Table 22).
Shaft splines and gear teeth are hardened and ground.
Inclusion of the step increase link is possible only when working with busting.
Rear headstock
The rear headstock moves along the guides of the bed from the manual gearbox by rotating the roller 26 (see Fig. 3).
The headstock is attached to the bed with two clamps with three bolts.
For rigid fixation in the axial direction, there is a stop in the tailstock, which can be inserted into the cast hollows of the bed with the handle 27.
The headstock body is displaced along the bridge in the transverse direction (see subsection "Regulation").
A rotating spindle is built into the headstock quill, the bearings of the front support of which are adjusted with nuts.
Quick movement of the quill is made by handwheel 29. locking - by handle 33.
Slow movement of the quill is carried out by handles 31 through a worm gear activated by handle 30.
For drilling, countersinking and deployment by turning the pusher 28, it is necessary to turn on the gear clutch, which rigidly connects the spindle to the quill.
The spindle of the tailstock has a slot for the legs of the tail cutting tool.
When changing the center or tool, the quill must be pushed into the headstock housing until it stops. The pusher then pushes the center or tool out of the spindle.
Caliper and carriage
The cross-type support has a longitudinal movement along with the carriage along the bed guides and transversely along the carriage guides. Both movements are carried out mechanically (with a working feed and using a fast movement mechanism) and manually.
The cutter slides, carrying the four-position tool holder, are manually moved along the guides of the pivot part, which can be rotated around the vertical axis at any angle.
The nut of the screw pair of the lateral movement of the caliper is composite and divided by an adjusting wedge. Adjustment of the gaps in the guides of the carriage, the rotary part, produced by wedges, in the "screw pair of transverse" movement of the caliper is given in subsection 2.4. "Regulation".
Machine apron
The apron is of a closed type with a removable front wall (cover).
The movement of the caliper group is transmitted by the apron mechanism from the lead shaft or lead screw.
Due to the presence of four electromagnetic clutches in the apron, the control of the mechanical movement of the support group is concentrated in one handle 23 for controlling the mechanical moves of the carriage and support (see Fig. 3), and the direction of the handle engagement coincides with the direction of feed.
By additional pressing of the button 24 (see Fig. 3), built into the handle 23, you can turn on the rapid movement of the caliper in the direction of the tilt of the control handle (23).
Thanks to the overrunning clutch, built into the feed box, the high speed can be switched on when the feed is on.
The lead screw nut is split, it is turned on by the handle 21 through the cam device.
An electromechanical interlock is provided to avoid simultaneous activation of the lead screw nut and feed.
A safety clutch mechanism is mounted in the apron, which eliminates the breakdown of the machine during overloads. Its adjustment is given in subsection 2.4. "Regulation".
Gearbox
The feed box is of a closed type with a removable front wall (lid).
The feed box mechanism allows you to get all feeds and threads cut on the machine without resorting to changing the settings of the replaceable gears.
Adjust the feed box for feeding or threading in accordance with table. 23 and 24 in the following order (see fig. 3 and fig. 38):
- turn the handle 10 to the "off" position
- Move the handle 14 to the "lead screw" position for threading or to the "lead roller" position - to work with feed
- turn the handle 7 into one of three positions - "inch thread", "modular thread", "metric thread or feed"
- set the handles 9, 12, 13 according to the table of feeds and threads to the required thread or feed, and to install the handle 9 in desired position bring the corresponding figure on its disk under the pointer;
- turn the handle 10 to the "on" position
When setting up for threading with a step of increased accuracy, connect the lead screw with gear couplings directly to the receiving shaft of the feed box in accordance with table. 25 (see fig. 39).
Replaceable gears
A set of replaceable gear wheels with i cm = 2/3, allowing to receive all threads and feeds specified in the "Passport" section on the machine, is installed on the wall of the headstock.
The design of the mechanism of replaceable gears provides for the possibility of installing other sets of gears.
Cartridges
The machine includes a four-jaw non-self-centering chuck with a diameter of 1000 mm.
Lunettes
For processing non-rigid parts, the machine is equipped with two steady rests - movable and fixed.
Electrical diagram of the model 165 screw-cutting lathe

Wiring diagram of the universal screw-cutting lathe 165
Electrical equipment of the machine 165. General information
The following electric motors are installed on the machine:
- main drive motor
- electric motor of fast movements of the carriage
- cooling pump motor
The electrical equipment of the machine is powered from an alternating current network of 380 V, 50 Hz.
The 24 V DC control circuits are powered from the D1 selenium rectifier (single-phase bridge, see Fig. 14).
The 110 V AC control circuits are powered from a step-down transformer.
The 24 V local lighting lamp is powered from a separate transformer.
All equipment for controlling the electric drives of the machine is mounted in the headstock niche and is indicated in table. eleven.
The control of the electric drives of the machine is remote, push-button and is carried out (see Fig. 17):
- from the control panel on the front headstock - PB
- from the control panel on the carriage - PC
- from the control panel on the apron - PF
The electrical equipment of the machine tool is connected to the workshop electrical network using an input automatic device (automatic1 circuit breaker) BA1, installed on the side wall of the headstock niche. The input is carried out with a wire with a cross section of 10 mm2.
Protection of electric motors and control circuits from short-circuit currents and overloads is carried out by automatic switches and thermal relays.
The values of the rated currents and the values of the inserts of magnetic starters and relays are given in table. 12, 13.
Zero protection of the electrical equipment of the machine is carried out by opening the z. (closing) block contacts in the self-supply circuit of magnetic starters and relays in the event of a voltage failure in the workshop electrical network.
Lathe Specifications 165
| Parameter name | DIP-500 (1d65) |
165 | 1m65 | 1n65 |
|---|---|---|---|---|
| Main settings | ||||
| Accuracy class according to GOST 8-82 | H | H | H, P | H, P |
| The largest diameter of the workpiece to be processed over the bed, mm | 1000 | 1000 | 1000 | 1000 |
| The largest diameter of the workpiece to be processed over the slide, mm | 620 | 600 | 600 | 650 |
| The greatest length of the workpiece (RMTs), mm | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Installed cutter height, mm | 45 x 45 | 50 | ||
| The greatest weight of the workpiece in the centers, kg | 5000 | 5000 | 5000 | |
| Spindle | ||||
| Diameter of the through hole in the spindle, mm | 100 | 85 | 85 | 128 |
| The largest diameter of the clamped bar, mm | 80 | 80 | 120 | |
| The greatest torque on the spindle, kN / m | 9,5 | |||
| Number of steps of frequencies of direct rotation of a spindle | 12 | 24 | 24 | 24 |
| Frequency of direct rotation of a spindle, rpm | 4,25..192 | 5...500 | 5...500 | 5...500 |
| Internal taper size in the spindle | KM 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Spindle end in accordance with GOST 12595-72 | 1-15M | 1-15M | 2-15M | |
| Standard chuck diameter, mm | 1000 | |||
| Spindle braking | there is | there is | there is | there is |
| Feed | ||||
| The greatest longitudinal movement of the support RMTs = 3000, mm | 2520 | 2710 | 700, 2700, 4500 | |
| The greatest transverse movement of the support, mm | 600 | 600 | 600 | |
| Division value of the limb with longitudinal movement, mm | No | 0,1 | 0,1 | 0,1 |
| Division value of the limb with transverse movement, mm | 0,05 | 0,05 | 0,05 | 0,05 |
| The greatest longitudinal displacement per revolution of the limb, mm | 10 | 50 | 50 | 50 |
| The greatest transverse displacement per revolution of the limb, mm | 12 | 6 | 6 | 6 |
| Number of steps of longitudinal feed | 32 | 32 | 40 | |
| 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 | |
| Transverse feed limits, mm / rev | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| The greatest longitudinal cutting force Pz, kN | 12 | 12 | 41 | |
| The greatest transverse cutting force Pх, kN | 780 | 780 | ||
| Speed of fast movements of the support, longitudinal, m / min | No | 2,16 | 3 | 3 |
| Speed of fast movements of the support, transverse, m / min | No | 0,735 | 1 | 1 |
| Number of threads to be cut metric | 22 | 44 | ||
| Limits of steps of the cut metric carvings, mm | 1..14 | 1...120 | 1...120 | 1...120 |
| Number of cut threads inch | 36 | 31 | ||
| Limits of steps of the cut threads inch | 2..28 | 28 ... ¼ | 28 ... ¼ | 28 ... ¼ |
| Number of cut threads modular | 13 | 37 | ||
| The limits of the steps of the cut threads modular | 0,25..3,5 | 0,5...30 | 1...120 | 0,5...30 |
| Number of pitches to be cut | No | No | No | No |
| Longitudinal switching stops | No | No | ||
| Cross cut-off stops | No | No | ||
| Cutter slides (upper support) | ||||
| The greatest movement of the incisor slide, mm | 240 | 240 | 240 | |
| The division price of the limb of the movement of the incisor slide, mm | 0,05 | 0,05 | 0,05 | 0,05 |
| Number of steps of giving | 40 | |||
| Limits of longitudinal feeds, mm / rev | 0,017..1,04 | |||
| Rapid movement speed, mm / min | 1 | |||
| Greatest angle of rotation, degrees | ± 90 ° | |||
| The price of one division of the angle of rotation, degrees | 1 ° | |||
| Tailstock | ||||
| Center in the spindle according to GOST 13214-79 | Morse 6 | Morse 5 | Morse 5 | |
| The greatest movement of the quill, mm | 300 | 300 | 300 | |
| The greatest movement of the quill with the installed tool, mm | 280 | |||
| Quill diameter, mm | 120 | |||
| The greatest movement of the quill in the transverse direction, mm | ± 30 | ± 15 | ||
| Electrical equipment | ||||
| Number of electric motors on the machine | 1 | 3 | 4 | 3 |
| Main drive electric motor, kW | 17 | 22 | 22 | 22 |
| Caliper high speed electric motor, kW | No | 1,5 | 1,5 | 1,5 |
| Lube pump drive | Built in | S12-54 | ||
| Cooling pump (pump) | PA-22 | PA-22 | 0,12 | |
| Total power of all electric motors, kW | 23,62 | |||
| Dimensions and weight of the machine | ||||
| Machine dimensions (length width height) RMTs = 2800.3000, mm | 8000 x 1700 x 1620 | 5825 x 2100 x 1760 | 6140 x 2200 x 1760 | 6140 x 2200 x 1770 |
| Machine weight RMTs = 3000, kg | 11500 | 12500 | 12800 | 12800 |
 The fastest boat in the world!
The fastest boat in the world! The history of the Off-White brand
The history of the Off-White brand Habakkuk: how the British tried to build an aircraft carrier out of ice Why the project was curtailed
Habakkuk: how the British tried to build an aircraft carrier out of ice Why the project was curtailed